")
№6|2010
ЭКОНОМИЯ РЕСУРСОВ
bbk 000000
УДК 628.147.2
Производительность комплекса оборудования для бестраншейного ремонта трубопроводов способом протягивания комбинированного рукава
Аннотация
Предложена методика определения производительности комплекса оборудования для бестраншейного ремонта трубопроводов способом нанесения композиционных покрытий при протягивании комбинированного рукава с учетом влияния основных конструктивных и технологических особенностей. Определены резервы повышения производительности за счет увеличения длины захватки, совмещения выполнения ряда операций, учета характеристик покрытия и других факторов. Сформулировано пять условий равноэффективного проектирования изделий комплекса оборудования.
Ключевые слова:
производительность , трубопровод , бестраншейный ремонт , комплекс оборудования , композиционные покрытия , комбинированный рукав
Скачать статью в журнальной верстке PDF
Суммарная протяженность наружных трубопроводных сетей (2,4 млн. км) в России превышает длину автомобильных дорог (753 тыс. км) более чем в 3 раза, а железнодорожных путей (86 тыс. км) – в 28 раз. В настоящее время значительная часть трубопроводов находится в крайне неудовлетворительном состоянии – около 70% их требуют ремонта или замены. Единственным выходом из этой ситуации является увеличение объемов и темпов ремонтных работ со снижением затрат, что может быть осуществлено только при внедрении новых технологий.
Из более десяти [1; 2] известных способов бестраншейного ремонта трубопроводов значительный интерес представляет нанесение внутренних композиционных покрытий с использованием смол и технических тканей, сшитых в рукавную оболочку. Тканевая оболочка перед пропиткой клеем (или после) вводится в пленочный рукав, либо пленочный рукав вставляется внутрь тканевой оболочки. При использовании первого варианта (рис. 1, а) полученный комбинированный рукав подается в трубопровод с выворотом под давлением воздуха, воды или под вакуумом. По второму варианту (рис. 1, б) после пропитки тканевой оболочки клеем комбинированный рукав вводится в трубопровод без выворота путем протаскивания его лебедкой с последующей подачей воздуха в пленочный рукав для прижатия и приклеивания тканевой оболочки к внутренним стенкам трубопровода. После окончания полимеризации клея пленочный рукав удаляют.

При схожих показателях эффективности каждый из указанных вариантов имеет свои достоинства и недостатки. Так, при необходимости использования толстостенных тканевых оболочек, особенно в трубопроводах небольших диаметров (менее 100–200 мм), выворот рукава может оказаться невозможным, либо потребуется создание высокого давления воздуха во вводном устройстве. Это представляет опасность для пленочного рукава, что снижает технологическую надежность процесса, особенно при ремонте трубопроводов со сквозными дефектами.
При использовании первого варианта часть клея отжимается во время пропуска рукава через вводное устройство, что приводит к снижению качества покрытия. Тем не менее обеспечивается более высокое качество расправления комбинированного рукава по стенкам трубопровода, а следовательно, и его ремонта при наличии в нем отводов и изгибов.
В ряде случаев, особенно при восстановлении прямолинейных участков и использовании толстостенных рукавов, предпочтительнее второй вариант. Однако если технология ремонтных работ по первому варианту в технической литературе рассмотрена достаточно основательно [2–4], то методика определения и закономерности изменения производительности как важнейшего показателя эффективности работы комплекса оборудования для второго варианта остаются неисследованными. Разработка такой методики и являлась задачей авторов настоящей статьи.
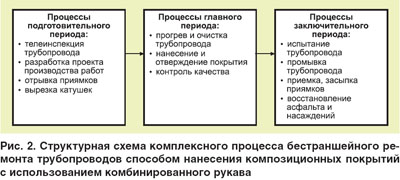
Для получения закономерностей изменения производительности оборудования все входящие в комплексный процесс ремонта простые операции были систематизированы: совокупность простых процессов разделена на три группы, относящиеся к подготовительному, главному и заключительному периодам (рис. 2), они могут выполняться с перерывом во времени. Процессы главного периода, в свою очередь, подразделяются на подготовительные (очистка и прогрев трубопровода), основные (нанесение и отверждение покрытия) и заключительные (контроль качества) и должны выполняться без перерыва или с минимальным разрывом во времени. В процессах подготовительного и заключительного периодов может быть использовано серийно выпускаемое оборудование, в процессах главного периода – нестандартное, вновь изготавливаемое оборудование (вследствие отсутствия серийного). Ниже рассмотрены вопросы, касающиеся производительности комплекса оборудования при выполнении процессов только главного периода.
На стадии проектирования оборудования для бестраншейного ремонта трубопроводов рекомендуется выполнять расчет производительности трех видов – конструктивной, технической и эксплуатационной. На стадиях эксплуатации, производства и организации работ используют значения технической и эксплуатационной производительности. Методика расчета технической производительности комплекса оборудования с оптимизацией параметров его работы является наиболее информативной и применяется на всех основных стадиях жизненного цикла оборудования.
Техническая производительность комплекса оборудования П, м/ч, для реализации процессов главного периода бестраншейного способа ремонта определяется по формуле [5]:
П = kиL/(Tпод + Tосн + Tзакл), (1)
где kи – коэффициент использования оборудования по времени в течение смены; L – длина захватки, м; Тпод, Тосн, Тзакл – длительность выполнения подготовительных (очистка трубопровода и при необходимости его прогрев), основных (протягивание комбинированного рукава через участок трубопровода на длину захватки) и заключительных (выдержка нанесенного на внутренние стенки трубопровода покрытия под избыточным давлением воздуха с целью полимеризации клея; контроль качества) процессов, входящих в главный период комплексного процесса, ч.
При выполнении ремонта должны выполняться следующие равенства и неравенства:
Tпод = (m1 + m2)L/vо + Tвсп.о;
Tосн = L/vр + Tвсп.р;
Lт.л = 0,9(Fт.л – 0,428D)/1,1πfт-сDтт.с [6];
υр ≤ kинυр.1наиб/n;L≤ Lб/n;L≤ Lи;L≤ Lк;L≤ kо.тυрТж;L ≤ Lт.л.
Учитывая приведенные выше выражения и ограничения, из формулы (1) получим уравнение (2).
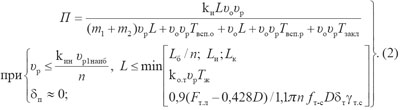
В формуле (2): m1, m2 – число проходов очистных снарядов № 1 и 2 (при использовании разных снарядов, например, скребка и щетки, их проходы складываются); υо,υр – скорость движения очистного снаряда и комбинированного рукава в трубопроводе, м/ч; Твсп.о, Твсп.р – длительность вспомогательных операций, выполняемых при очистке трубопровода и протягивании рукава, ч; kин – коэффициент интенсификации процесса пропитки клеем тканевой оболочки за счет вакуумирования, применения ультразвука и пр.; υр.1наиб – наибольшая допустимая рабочая скорость движения комбинированного рукава с однослойной тканевой оболочкой без интенсификации процесса ее пропитки клеем, м/ч; n – число слоев ткани в оболочке; Lб, Lи,Lк, Lт.л – наибольшая длина захватки, определяемая соответственно емкостью барабана по комбинированному рукаву с однослойной оболочкой, расстоянием до ближайшего изгиба, отвода или перехода трубопровода, канатоемкостью лебедки и ее тяговым усилием, м; kо.т – коэффициент организационно-технологической надежности процесса ремонта, учитывающий непредвиденные остановки оборудования и ограниченную жизнеспособность полимерного состава (рекомендуется kо.т = 0,7–0,9); Tж – жизнеспособность полимерного состава, определяемая температурой и типом отвердителя (при температуре окружающего воздуха 10–25 ºС и отвердителе ПЭПА рекомендуется Tж = 1 ч, а при использовании отвердителя ЭТАЛ-45М – Tж = 2–3 ч); Fт.л – тяговое усилие лебедки, кН; D – внутренний диаметр трубопровода, м; δт– толщина ткани, м; fт-с – коэффициент трения скольжения пропитанной полимерным составом ткани по поверхности трубы; γт.с – объемный вес смоченной клеем ткани, кН/м3.
Введенные в выражение (2) ограничения учитывают следующие обстоятельства:
ограничение скорости р задано с целью улучшения пропитки тканевой оболочки клеем для обеспечения качества покрытия и исключения гофр в приклеиваемой к трубе тканевой оболочке;
L ≤ Lб/n – предельно возможную длину захватки исходя из емкости барабана для комбинированного рукава (в рассматриваемом варианте Lб = 200 м);
L ≤ Lи; L ≤ Lк; L ≤ Lт.л – расстояние до ближайшего изгиба (отвода или перехода трубопровода), канатоемкость барабана лебедки и ее тяговое усилие;
L ≤ kо.трTж – надежность процесса, скорость протяжки комбинированного рукава и жизнеспособность полимерного состава, тем самым исключая отверждение состава до окончания ввода рукава в трубопровод.
Все ограничения обоснованы расчетом и результатами отработки рассматриваемой технологии на производственных объектах. Допущение δп ≈ 0 позволяет пренебречь толщиной полиэтиленовой пленки (δп = 150–200 мкм) по сравнению с толщиной рекомендуемой для применения иглопробивной полиамидной ткани (δт = 3–4 мм вместе с ворсом). При этом значительно упрощаются расчеты при внесении в них практически незначительной ошибки (при определении оптимальной длины захватки и максимальной технической производительности оборудования).
Выражение (2) получено для случая, когда подготовительные, основные и заключительные процессы главного периода осуществляются последовательно сначала на одной захватке, потом на другой и т. д., без параллельного (одновременного) их выполнения на различных захватках. В случае поточной организации работ из каждых параллельно выполняемых двух или трех процессов должен учитываться только один, с наибольшей длительностью. При этом формула (1) будет представлена в виде:
![]()
После подстановки значений Тпод, Тосн получим формулу (4).
![]()
Анализ формулы (4) показывает, что на величину технической производительности чрезмерно большое влияние оказывает длительность выполнения заключительных процессов (в частности, сохранение давления в трубопроводе в период полимеризации клея) главного периода. Для снижения этого влияния и увеличения производительности почти в 2 раза предлагается процесс выдержки покрытия под давлением выполнять одновременно на двух и более захватках, используя два подкачивающих воздух компрессора небольшой мощности (или один, но с периодической его перебазировкой с одной захватки на другую).
Длительность процессов подготовительного и заключительного периодов, как правило, можно уменьшить, например, увеличением количества однотипного оборудования или сменности его работы. Практический интерес представляют результаты исследования зависимости технической производительности от длительности только основных процессов главного периода с учетом, что все прочие операции этого периода могут быть выполнены параллельно и быстрее основных. В этом случае выражение (4) с учетом ограничений и допущений из формулы (2) можно представить в виде уравнения (5).
Зависимость (5) технической производительности оборудования от длины захватки при различном количестве слоев ткани с учетом действующих ограничений и допущений представлена на рис. 3 при следующих исходных данных: kи = 0,9;kин = 1; kо.т = 0,9; υр1наиб = 180 м/ч; Lб = 200 м;Lи = 500 м; Lк = 300 м; Тж = 2 ч; Твсп.р = 0,3 ч; Fт.л = 10 кН; fт-с = 1,8–2,88 в зависимости от скорости протяжки рукава; υр = 45–180 м/ч (0,0125–0,05 м/с); m1= m2= 3; δт = 0,003 м; γт.с = 11,6 кН/м3.
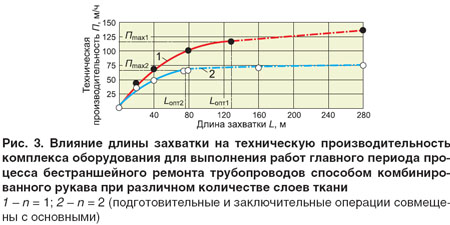
Из рис. 3 следует, что работу комплекса оборудования необходимо организовывать при максимально возможной длине захватки, которая, однако, не может назначаться произвольно, необоснованно большой. При выборе длины захватки следует учитывать комплекс технических, технологических и организационных ограничений, определяемых системой неравенств (5). Значения этих ограничений можно менять на стадиях конструирования оборудования, проектирования трубопровода, производства и организации работ.
К факторам, управляемым на стадии конструирования, следует отнести тяговое усилие лебедки, ее канатоемкость, скорость перемещения каната, емкость барабана для намотки комбинированного рукава, глубину, ширину и длину ванны, применение ускорителей пропитки тканевой оболочки клеем (подогрев ванны, ультразвук, создание в ванне или отдельной камере вакуума или повышенного давления и др.).
Факторами, управляемыми на стадии проектирования трубопровода, являются его диаметр, материал трубы, ее тип и толщина стенки, наличие и характеристики отводов, изгибов, переходов и др.
К факторам, управляемым на стадии организации работ, их проектирования и производства, следует отнести выбор отвердителя, смолы, типа, толщины и числа слоев ткани в тканевой оболочке, типа и толщины пленки для изготовления комбинированного рукава, варианта способа ввода рукава в трубопровод (протяжкой или с выворотом), скорости его ввода, тягового усилия лебедки и количества растворителя для регулирования вязкости полимерного состава.
Из данных, представленных на рис. 3, и выражения (5) также следует, что оптимальная длина захватки должна быть равна наименьшему из пяти ограничений, каждое из которых должно иметь наибольшую величину:
Lопт = min[Lб/n; Lи; Lк; kо.трTж; 0,9(Fт.л – 0,428D)/1,1π fт-сDтт.с].(6)
Выражение (6) определяет стратегию разработки комплекса оборудования, технологии и организации работ: если один или несколько членов этого выражения существенно меньше других, то необходимо либо повышать их до величины прочих (за счет совершенствования конструкции оборудования и технологии ремонта), либо снижать значения прочих членов (с целью исключения ненужных резервов и запасов). Следовательно, в общем случае при проектировании оборудования и производства работ, при выборе недостающего оборудования и технологических материалов целесообразно соблюдать условия равноэффективного проектирования в виде приближенных равенств (в первом из этих равенств величина Lб из формулы (6) выражена через параметры барабана):
π(Dб2 – Dв2)/4(n т + п) ≈ Lи≈ Lк ≈kо.трTж ≈ 0,9(Fт.л – 0,428D)/1,1πfт-сDтт.с, (7)
где Dб, Dв – диаметр барабана и вала для намотки комбинированного рукава, м.
При использовании выражения (7) сначала следует задаться (из справочника или имеющихся в наличии оборудования или материалов) значением одной из наименее управляемых величин, например маркой лебедки (следовательно, ее канатоемкостью и тяговым усилием). Затем определить оставшиеся неизвестные, проанализировать, принять решение или задаться другим значением и повторить расчет.
Из рис. 3 и выражения (5) видно, что при максимально возможном совмещении процессов форма графиков изменения технической производительности зависит только от трех основных факторов (скорости, определяемой числом слоев ткани в оболочке, времени выполнения вспомогательных операций и длины захватки). Однако величина производительности обусловлена не только формой кривой, но и ограничениями, определяющими предельную (равную оптимальной) длину захватки, а через нее – и максимальную величину производительности. Здесь необходимо особо заметить о назначении числа слоев ткани в тканевой оболочке.
Как следует из выражения (5) и рис. 3, с уменьшением числа слоев ткани производительность, вследствие ускорения пропитки ткани полимерным составом, существенно увеличивается. Однако такой путь целесообразно использовать не для управления производительностью, а для обеспечения необходимого качества ремонта, особенно при наличии существенного износа трубопроводов. Для этого количество слоев ткани надо не уменьшать, а увеличивать.
Степень совмещения процессов оказывает достаточно большое влияние на производительность. Как показывают расчеты по выражению (2) при исходных данных к рис. 3 и υо = 360 м/ч, Lпр= 60 м, Твсп.о = 0,25 ч, Тзакл = 12 ч, несовмещение основных и подготовительных (очистка трубопровода) процессов главного периода приводит к снижению максимальной технической производительности при полном совмещении прочих процессов в 2–4 раза, а несовмещение основных, подготовительных и только 5% заключительных процессов в составе главного периода – в 3–5 раз.
Отсюда следует, что проектирование производства работ и их организация должны выполняться в расчете на варианты использования комплекса при оптимальных параметрах и максимально возможном совмещении процессов. Однако необходимо учитывать, что такое совмещение зависит не только от научной организации труда, но и от обеспеченности кадрами, оборудованием и материалами. При хорошей технологической подготовке комплексного процесса ремонта трубопроводов все это поддается управлению, которое будет наиболее эффективным при использовании установленных закономерностей и ограничений изменения производительности.
Разработанная методика может быть применена при проектировании оборудования и производства работ по бестраншейному ремонту трубопроводов, определении области рационального использования различных способов, выявлении резервов повышения их эффективности, расчета различных видов производительности и оптимальных параметров для достижения ее максимального значения с учетом действующих ограничений.
Методика обладает высокой достоверностью и точностью, так как апробирована при разработке оборудования и технологий (получено 11 патентов на изобретения), проектировании производства работ и реализации этих проектов при ремонте: Есаульской оросительной системы Красноярского края (протяженность 640 м, диаметр труб 300 мм и протяженность 436 м, диаметр труб 700 мм); водопровода в Дивногорске (протяженность 400 м, диаметр труб 219 мм); трубопровода под взлетной полосой аэропорта Домодедово Московской области (протяженность 60 м, диаметр труб 273 мм); водопровода из железобетонных труб в Канске (протяженность 165 м, диаметр труб 800 мм); трубопровода в Саяногорске под дорожной насыпью (протяженность 72 м, диаметр труб 300 мм); технологического водопровода на железнодорожной станции Зыково Красноярского края (протяженность 1500 м, диаметр труб 150 мм).
Выводы
1. Выявлены закономерности, достоинства и недостатки двух вариантов способа бестраншейного ремонта трубопроводов нанесением композиционных покрытий: путем ввода в трубопровод пропитанного клеем комбинированного рукава с выворотом под давлением воздуха; протягиванием внутри трубопровода такого рукава лебедкой без его выворота.
2. Для второго варианта рассматриваемого способа ремонта трубопроводов разработана и апробирована на практике методика определения производительности и оптимальных параметров использования комплекса оборудования с учетом основных факторов влияния, а также технических и технологических ограничений.
3. Впервые получены пять условий для проектирования равноэффективных изделий комплекса оборудования, использование которых позволит исключить необоснованные затраты ресурсов на их изготовление и эксплуатацию при ремонте трубопроводов.
4. Применение разработанных методики и условий равноэффективного проектирования изделий комплекса ремонтного оборудования позволит выявить резервы повышения его эффективности, оптимальные параметры работы и области рационального использования на стадиях проектирования, совершенствования и эксплуатации.
Список литературы
- Емелин В. И., Шайхадинов А. А. Бестраншейный ремонт трубопроводов статическим способом с увеличением их диаметра. – Красноярск, Сибирский федеральный университет, 2007.
- Храменков С. В., Орлов В. А., Харькин В. А. Технология восстановления подземных трубопроводов бестраншейными методами. – М.: Изд-во АСВ, 2004.
- Белобородов В. Н., Ли А. Н., Емелин В. И. и др. Технология ремонта трубопроводов способом комбинированного рукава // Строительные и дорожные машины. 2009. № 10.
- Храменков C. В. Ремонт трубопроводов бестраншейными способами с помощью комбинированного рукава // Водоснабжение и сан. техника. 1998. № 7.
- Емелин В. И. Влияние различных факторов на производительность комплекса оборудования для бестраншейного ремонта трубопроводов способом нанесения полимерных покрытий // Упрочняющие технологии и покрытия. 2009. № 8.
- Емелин В. И., Азеев А. А. Тяговые свойства установок для бестраншейного ремонта трубопроводов с помощью комбинированного рукава // Вестник машиностроения. 2009. № 6.