")
№2|2011
ЭНЕРГОРЕСУРСОСБЕРЕЖЕНИЕ
bbk 000000
УДК 628.16.067.65.011.056
Автоматизированная система управления технологическим процессом фильтрования
Аннотация
Рассказано о поэтапной реализации проекта автоматизации процесса фильтрования на насосно-фильтровальной станции г. Новосибирска. В первую очередь были внедрены средства автоматического мониторинга параметров процесса фильтрования и оборудования. Поэтапное внедрение системы автоматизации по результатам мониторинга позволило оптимизировать процесс промывки фильтров. За счет правильной настройки арматуры и элементов управления можно уменьшить расходы промывной воды на 18%. Вторая составляющая сокращения расходов промывной воды заключается в оптимизации периода промывки фильтров. По контролируемым параметрам (потери напора, мутность, производительность, положение задвижек в период промывки) можно увеличить продолжительность фильтроцикла почти в 2 раза, что сокращает расходы воды на промывку фильтров. Разработанные решения поэтапного внедрения автоматизации управления технологическим процессом позволяют использовать их на аналогичных фильтровальных сооружениях.
Ключевые слова
фильтроцикл , автоматизированная система управления , алгоритм управления , средства автоматизации , гидродинамическое сопротивление
Скачать статью в журнальной верстке (PDF)
Подготовка питьевой воды – один из важнейших процессов в системе водоснабжения города. Фильтрование воды в большинстве технологических схем водоподготовки является завершающим этапом. Для получения питьевой воды, отвечающей санитарно-гигиеническим требованиям, необходимо строгое соблюдение регламента процесса фильтрования. На сегодняшний день, когда к питьевой воде предъявляются высокие требования, это возможно только при полном оперативном контроле всех составляющих технологического процесса, который, в свою очередь, невозможен без автоматизированного мониторинга данных системы управления. Известно, что при управлении процессом фильтрования вручную влияние человеческого фактора на качество питьевой воды в той или иной мере сохраняется.
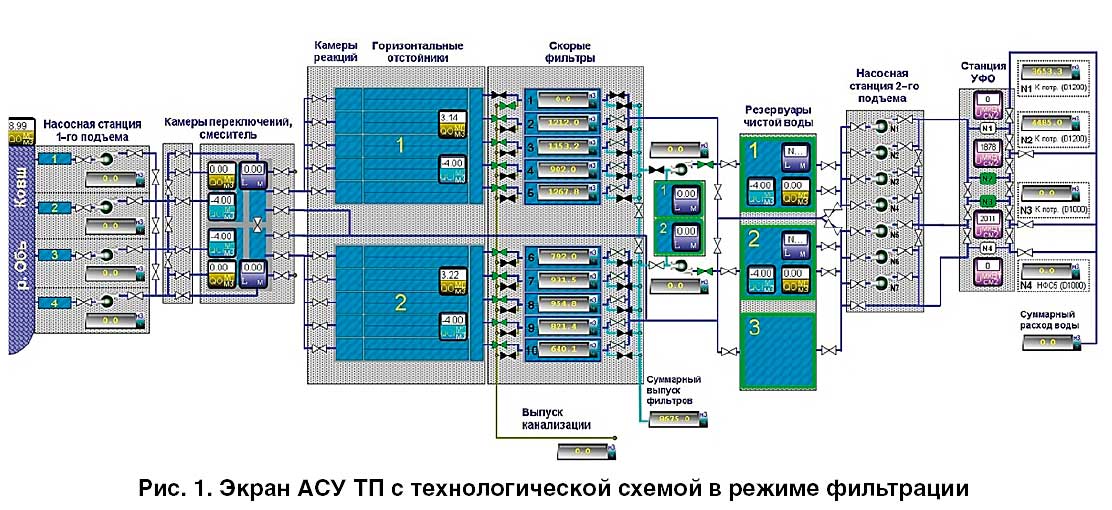
Сооружения фильтрования в технологической схеме являются наиболее сложными в управлении (рис. 1). Процесс автоматизации работы скорых фильтров во многом зависит от взаимного влияния параметров фильтрования и, как следствие, требует высокой степени вариантности принимаемых решений при разработке алгоритма управления. Следует отметить, что при внедрении автоматизированных систем управления технологическим процессом (АСУ ТП) на насосно-фильтровальных станциях сохраняется локальное ручное и дистанционное управление, что позволяет обеспечить адаптацию персонала к новым условиям процесса управления. В этом случае оперативный автоматизированный контроль за работой оборудования и параметрами технологического процесса объективно повышает ответственность со стороны обслуживающего персонала в отношении оценки технического состояния эксплуатируемого оборудования и принятия правильных решений по его наладке, ремонту или замене.
Реализации проекта по автоматизации предшествовала комплексная оценка технической оснащенности и работоспособности оборудования, приборов, характеристик трубопроводов с учетом длины прямых участков для установки современной контрольно-измерительной аппаратуры, а также параметров работы скорых фильтров. Сложность заключалась в том, что станции подготовки питьевой воды в г. Новосибирске построены в 1960–1980 годах. Установленные в те годы приборы контроля морально и физически устарели, длины прямых участков трубопроводов не соответствовали требованиям, предъявляемым к точности показаний приборов.
Комплексная оценка позволила расширить представление о протекающих процессах фильтрования и повысить достоверность принимаемых решений. Решение о необходимости промывки фильтров принимается на основе анализа таких характеристик, как продолжительность фильтроцикла, потери напора, положение задвижки на отводящем трубопроводе фильтрованной воды, уровень воды в фильтре, а также определяемого дополнительного параметра – гидродинамического сопротивления фильтра. Последний показатель позволяет устанавливать оптимальное положение степени открытия задвижки, что исключает пиковые нагрузки на фильтр из-за «быстрого» изменения параметров процесса фильтрования, вызванного ускоренным открытием задвижки.
Неоднозначность реакции технических средств на поступающие команды (например, преждевременное срабатывание концевых выключателей) требует внесения в алгоритм автоматического управления дополнительных переменных контроля и управления, позволяющих предохранить запорную арматуру от разрушения и завершить автоматизируемый цикл управления. Упрощение алгоритма управления достигается заменой запорной арматуры и управляющих ею электроприводов арматурой с локальным автоматическим управлением. Однако затраты, необходимые для замены оборудования, не всегда позволяют совместить их с внедрением средств автоматизации.
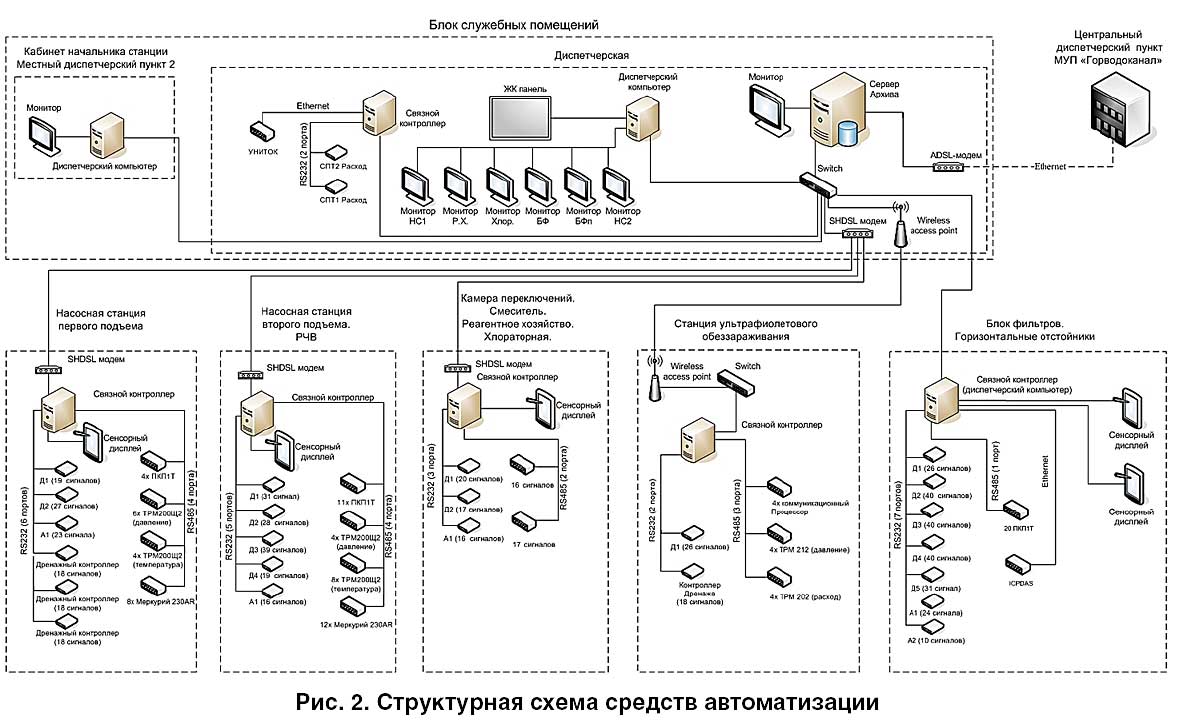
Для обеспечения ускоренного достижения эффекта от применения системы автоматизации было принято решение о поэтапном внедрении средств автоматизации. В первую очередь были внедрены средства автоматического мониторинга параметров процесса фильтрования и оборудования. На структурной схеме средств автоматизации (рис. 2) отмечено количество сигналов, отражающих характеристики процесса и параметры работы оборудования. Информация по управлению этим процессом доступна дежурному оператору фильтров, технологу и руководящему составу. На основе объективных данных итоги процесса управления оцениваются и количественно, и качественно, что позволяет дисциплинировать работу обслуживающего персонала и оптимизировать как процесс фильтрования, так и процесс промывки.
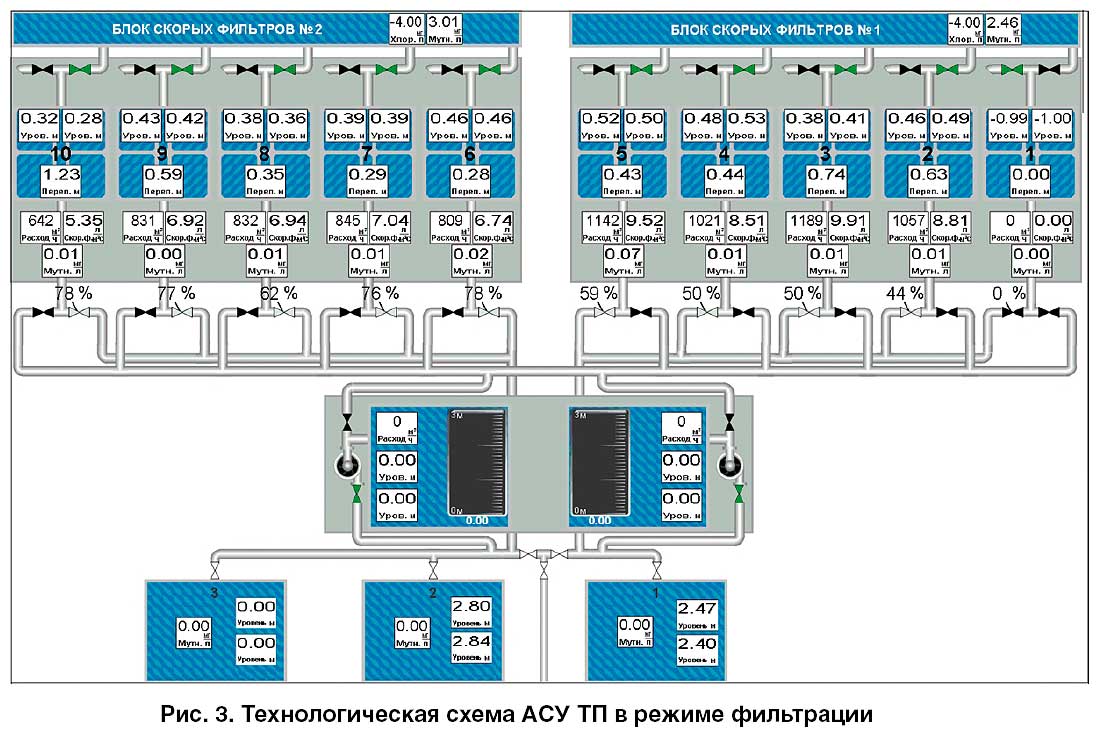
На рис. 3 представлен экран, отображаемый АСУ ТП в режиме фильтрования. Параметры технологического процесса и состояние оборудования одновременно с отображением регистрируются в архивах и в дальнейшем используются для количественной и качественной оценки. В процессе мониторинга объекта техническими средствами АСУ ТП было выявлено и количественно оценено множество отклонений, ошибок и скрытых недостатков существовавшей до внедрения АСУ ТП системы управления, но основные их них заключаются в следующем:
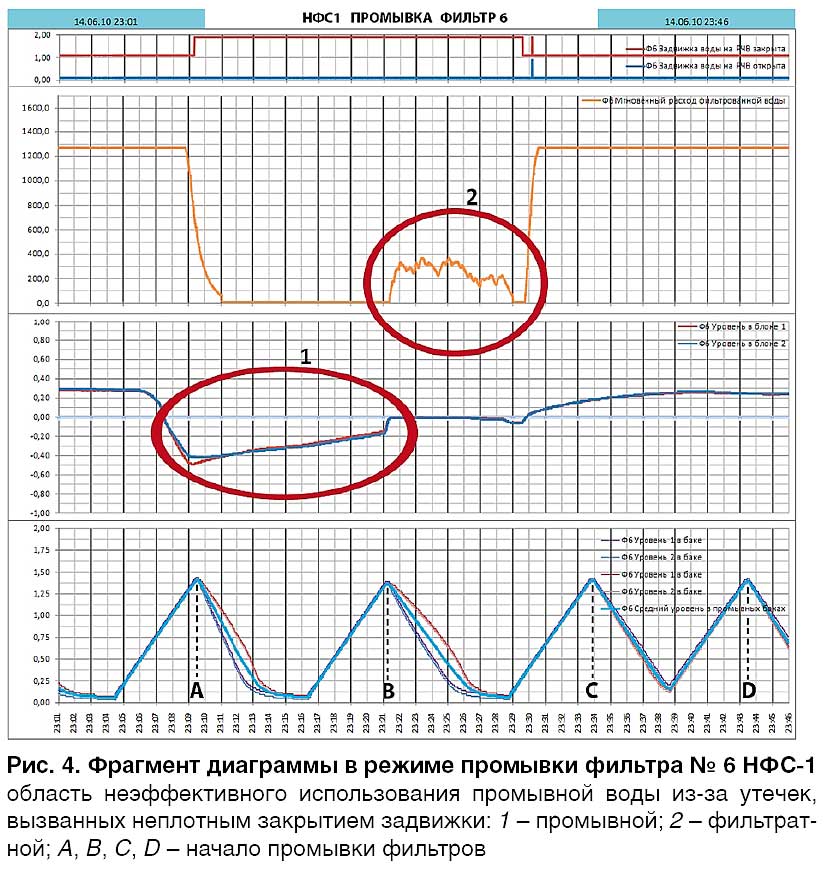
1. Запорная арматура из-за износа или неправильной настройки концевых выключателей пропускает промывную воду (рис. 4). Диаграмма показывает, что при завершении процесса промывки одного из фильтров и необходимости вывода на промывку следующего фильтра из-за утечек, вызванных неплотным закрытием задвижек, на соответствующих трубопроводах специально установленным датчиком фиксируется возврат промывной воды обратно в резервуар чистой воды (до 18%). Регулировка запорной арматуры и управляющей аппаратуры позволяет частично устранить утечки. Для полного исключения утечек необходимо произвести модернизацию (замену) оборудования, не поддающегося регулированию.
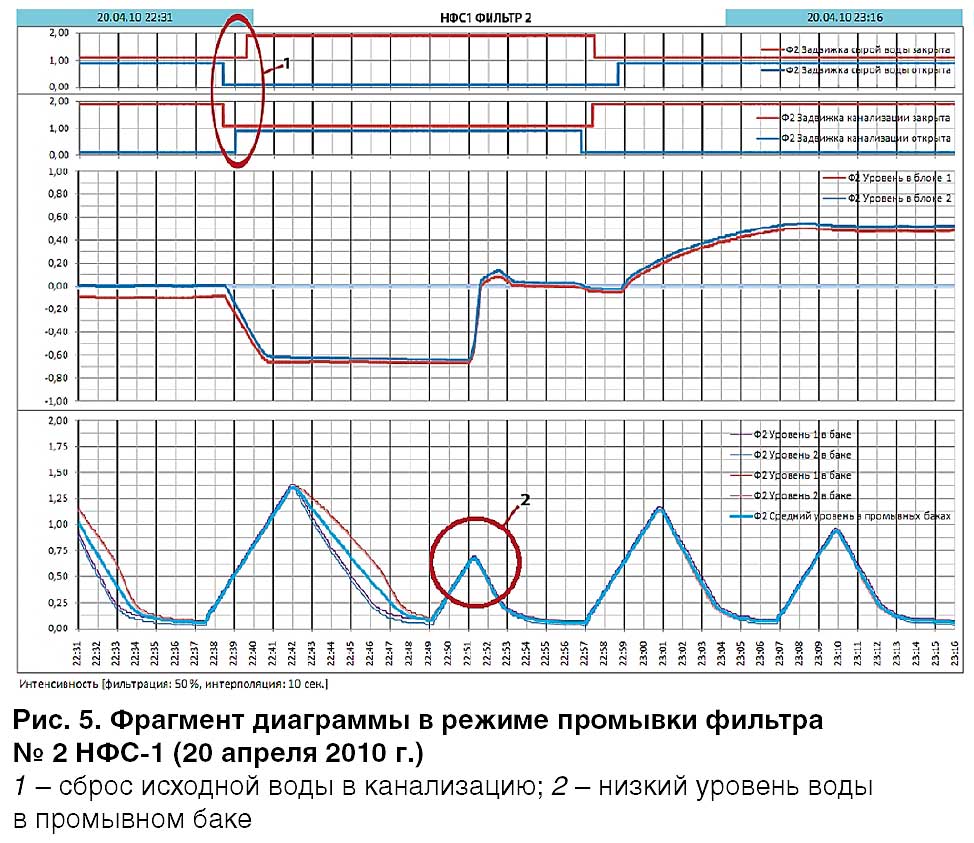
2. Из-за несоблюдения регламента промывки фильтров часть воды, поданной с насосной станции первого подъема и обработанной реагентами, сбрасывается в канализацию. Это в основном связано с отсутствием контроля параметров технологического процесса и режимов работы оборудования (рис. 5). Таким образом, отсутствие приборного контроля нарушает технологический регламент работы фильтра как в режиме фильтрования, так и в режиме его промывки.
Полученные в процессе эксплуатации объективные характеристики автоматизируемого объекта позволили устранить большинство выявленных недостатков без дополнительных затрат на замену оборудования. Кроме того, комплексная оценка работы оборудования и технологического процесса и результаты мониторинга позволили упростить требования к объекту автоматизации и выработать оптимальную структуру управления, обеспечивающую эксплуатацию системы в автоматизированном режиме на действующем оборудовании. При этом модернизация оборудования выполняется постепенно, одновременно с ужесточением требований к оптимизации процесса.
Из диаграммы состояний АСУ ТП промывки и фильтрования (рис. 6) видно, что в систему заложены три уровня управления.
1. «Автоматический» – высший уровень управления режимом по формализованным оптимальным алгоритмам без участия обслуживающего персонала. Режим является основным для подсистем локального управления оборудованием. При переводе в автоматический режим всего комплекса взаимодействие в системе обеспечивает контроллер системы. Диспетчер в этом режиме не столько управляет, сколько контролирует ход процесса и выполнение операций. Режим включает адаптацию (самообучение) системы для достижения оптимальных характеристик управления.

2. «Автоматизированный» – технолог (диспетчер) управляет технологическим процессом с помощью машинного интерфейса. В этом режиме операции чередуются, часть из них выполняется контроллером по жестко заданной программе без вмешательства человека, а часть управляется диспетчером (дистанционно) или оператором на местах (вручную). Диспетчер останавливает (изменяет очередь) промывку или фильтрование, принудительно выполняет неплановую промывку, выдавая соответствующие команды высокого уровня, проводит настройку системы технологического процесса, обеспечивает переход системы в автоматический режим.

3. «Ручной» – управление с пультов и щитов, расположенных в зоне видимости оборудования, производится в аварийных ситуациях при поломке оборудования, ремонтных работах. Перевод оборудования в этот режим осуществляется по месту его расположения с оповещением обслуживающего персонала. Система на любом уровне автоматизации обеспечивает управление процессами фильтрования и промывки в четырех режимах (рис. 7).
Задача системы автоматизации – вывести процесс управления на высший уровень. Однако в процессе наладки и опытной эксплуатации в силу несовершенства объекта управления могут возникнуть ситуации, когда поступающие команды исполняются с отклонением от регламента. В этих случаях диспетчер принимает решение о завершении протекающей операции. Например, изменяет очередность промывки фильтра в связи с неготовностью очередного фильтра к промывке или подает команду на дополнительное закрытие задвижки в связи с преждевременным срабатыванием концевика.
В автоматическом режиме все функции управления вырабатываются на основании данных о параметрах, поступающих из системы автоматизации. В тех случаях, когда данные вызывают сомнение или управляющие воздействия, передаваемые из системы, не обеспечивают необходимого результата, система переводится в автоматизированный режим, при котором обслуживающий персонал принимает по результатам мониторинга решение, что поступающие команды вызывают адекватную реакцию, и продолжает или изменяет ход технологического процесса.
Реализация возможности перехода между различными уровнями автоматизации обеспечивает гибкость процесса управления:
- стратегически – постепенно, по мере модернизации, настройки оборудования, перейти к полному автоматическому управлению;
- оперативно – в процессе работы системы завершить в автоматизированном режиме начатый процесс управления.
На рис. 7 представлена мнемосхема сенсорного дисплея в режиме автоматической промывки фильтра. На этапе отладки и обучения дежурного персонала команды «Подготовка к промывке» и «Начать промывку» выполняются диспетчером. В автоматическом режиме диспетчер наблюдает за выполнением указанных операций. Переход между операциями производится по командам, вырабатываемым контроллером диспетчерского управления.
Выводы
Поэтапное внедрение системы автоматизации на насосно-фильтровальной станции г. Новосибирска по результатам мониторинга позволило оптимизировать процесс промывки фильтров. В процессе эксплуатации стало очевидно, что только за счет правильной настройки арматуры и элементов управления можно уменьшить расходы промывной воды на 18%. Вторая составляющая сокращения расходов промывной воды заключается в оптимизации периода промывки фильтров. По контролируемым параметрам (потери напора, мутность, производительность, положение задвижек в период промывки) можно увеличить продолжительность фильтроцикла почти в 2 раза, что сокращает расходы воды на промывку фильтров.
Оптимальное управление на начальном и завершающем этапах промывки позволяет значительно сократить время восстановления фильтрующей способности скорых фильтров. Реализация автоматизированного управления на действующем оборудовании не снимает задачи модернизации запорной арматуры, в результате которой повышается надежность системы и расширяется возможность оптимизации режимов фильтрования и промывки фильтров.
Разработанные проектные решения поэтапного внедрения автоматизации управления технологическим процессом позволили использовать их на аналогичных фильтровальных сооружениях. Высший уровень – автоматическое управление технологическим процессом введен для пяти фильтров (первый блок) НФС-1.